2026-06-07
Внедрение титанового сплава марки ASTM Grade 2 (Ti Gr.2) на нашей производственной линии не было просто заменой одного материала другим — это стало стратегическим решением, продиктованным жесткой необходимостью снизить процент брака при сварке и увеличить срок службы теплообменного оборудования в агрессивных средах. В нашей практике мы столкнулись с ситуацией, когда использование более дешевого коммерчески чистого титана неизвестного происхождения приводило к микротрещинам в зонах термического влияния уже через 6 месяцев эксплуатации. Это стоило нам крупного контракта с химическим комбинатом в Уральском регионе. Переход на сертифицированный Ti Gr.2 позволил стабилизировать процесс, но потребовал полной перенастройки режимов резки и сварки, о чем мы подробно расскажем в этом кейсе.
Многие закупщики ошибочно полагают, что весь «технический титан» одинаков. Это опасное заблуждение. Разница между партией, соответствующей ASTM B265, и материалом без четкой спецификации может составлять до 40% по ресурсу изделия в условиях циклических нагрузок. В этой статье мы разберем реальный опыт интеграции Grade 2 в цикл производства, покажем цифры экономии, объясним нюансы работы с материалом и дадим конкретные рекомендации по выбору поставщика, чтобы вы не повторили наших ошибок.
Выбор пал на титановый сплав ASTM Grade 2 не случайно. Это «золотой стандарт» среди коммерчески чистых титановых материалов, сочетающий оптимальную прочность, отличную формуемость и высочайшую коррозионную стойкость. В отличие от Grade 1, который слишком мягок для многих конструкционных задач, или Grade 3, который сложнее в обработке, Grade 2 занимает идеальную нишу для изготовления емкостей, трубопроводов и теплообменников.
Ключевые параметры, которые мы контролировали при входном контроле:
Важно понимать, что термин «сплав» в контексте Grade 2 используется условно. Технически это коммерчески чистый титан, где легирующие элементы добавляются в минимальных количествах для улучшения механических свойств, сохраняя при этом коррозионную стойкость чистого металла. В нашей компании, ООО Баоджи Аолиситэ Импорт энд Экспорт, мы специализируемся на редких металлах, включая титан, никель и цирконий, и знаем изнутри, как малейшее отклонение в составе влияет на поведение материала в станке.
При работе с титановым сплавом этой марки необходимо учитывать его модуль упругости, который примерно вдвое меньше, чем у стали. Это приводит к эффекту «пружинения» при гибке. Если для стали угол дозагиба составляет 2-3 градуса, то для Ti Gr.2 он может достигать 5-7 градусов в зависимости от направления волокон проката. Игнорирование этого фактора на старте проекта привело бы к браку первой партии изделий.
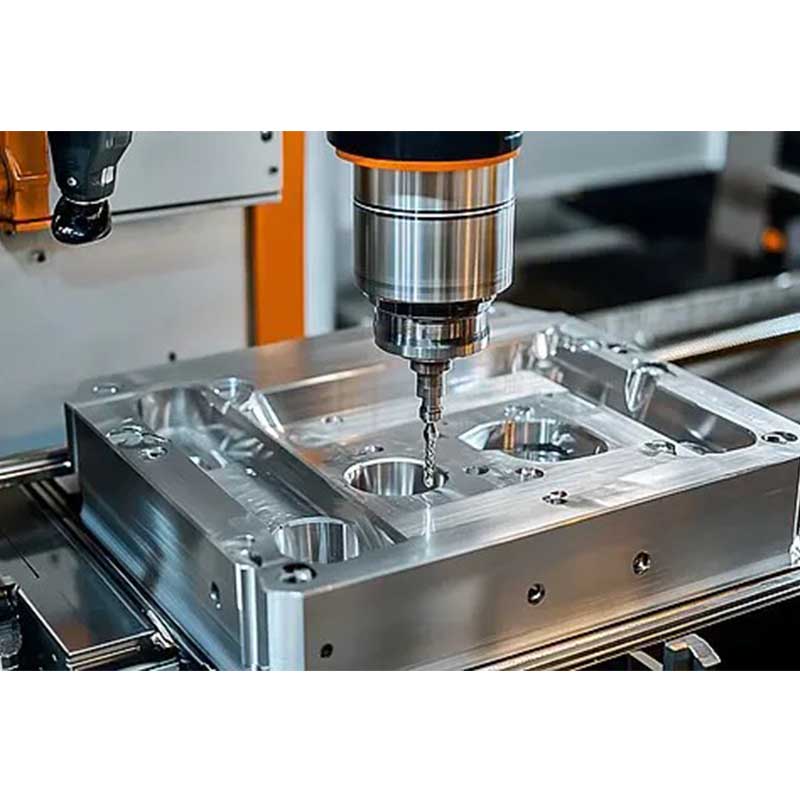
Переход на новый материал потребовал аудита всего парка оборудования. Титан ведет себя иначе, чем сталь или алюминий, и попытки обработать его на режимах, настроенных под нержавейку, приводят к быстрому выходу инструмента из строя и перегреву заготовки.
Первой проблемой, с которой мы столкнулись при лазерной и плазменной резке листов Grade 2, было налипание расплавленного металла на кромку реза и образование грата. Титан обладает низким коэффициентом теплопроводности, поэтому тепло не отводится из зоны реза, а накапливается, вызывая локальный перегрев.
Мы изменили технологию следующим образом:
Один из наших клиентов столкнулся с тем, что их лазерный станок мощностью 3 кВт не мог качественно резать листы толщиной 10 мм без образования сильной окалины. После консультации с нашими технологами и замены сопел на специальные для цветных металлов, а также корректировки давления газа, качество кромки улучшилось настолько, что последующая шлифовка стала unnecessary для многих узлов.
Листы ASTM Grade 2 обладают выраженной анизотропией свойств. Прочность и пластичность вдоль направления проката и поперек него различаются. При глубокой вытяжке это может привести к образованию «ушей» на краях детали.
Наше правило, выработанное годами: всегда ориентировать линию гиба перпендикулярно направлению волокон, если это позволяет раскладка. Если гибка идет вдоль волокон, радиус внутренней гибки должен быть увеличен минимум в 1.5 раза по сравнению с расчетным для изотропного материала. Мы потеряли несколько партий деталей, пытаясь гнуть титан по тем же радиусам, что и нержавеющую сталь AISI 304. Материал просто трескался по внешней поверхности гиба.
Для решения этой проблемы мы внедрили обязательный этап отжига между операциями холодной деформации, если суммарная степень деформации превышала 30%. Отжиг проводился при температуре 650-700°C в вакуумной печи или в среде аргона для предотвращения газонасыщения поверхности. Это добавило времени в цикл, но полностью исключило брак при последующей формовке.
Сварка титана Grade 2 — это процесс, не терпящий компромиссов. Титан активно поглощает кислород, азот и водород при температурах выше 400°C. Поглощение этих газов приводит к охрупчиванию шва и околошовной зоны. Цвет побежалости на шве является индикатором качества защиты:
Мы модернизировали свои сварочные посты, установив дополнительные подручные приспособления для подачи аргона с обратной стороны шва и специальные кожухи для защиты остывающего шва (до 300-400°C). Использование чистого аргона (99.998%) стало обязательным стандартом. Обычный технический аргон, который мы использовали ранее для черновых работ, давал неудовлетворительные результаты на титане.
Также мы перешли на импульсную аргонодуговую сварку (TIG), что позволило снизить общее тепловложение и минимизировать зону термического влияния. Это особенно важно для тонкостенных изделий из Grade 2, где коробление от перегрева может исказить геометрию всего узла.
Внедрение ASTM Grade 2 потребовало инвестиций в подготовку производства, но окупаемость проекта превзошла ожидания уже к концу первого года. Давайте посмотрим на цифры и сравним этот материал с основными конкурентами в нашем сегменте.
| Параметр | Нержавеющая сталь 316L | Титан Grade 1 | Титан Grade 2 (ASTM) | Титан Grade 5 (Ti-6Al-4V) |
|---|---|---|---|---|
| Стоимость материала (относительная) | 1x (База) | ~4.5x | ~4.5x | ~5.5x |
| Коррозионная стойкость (HCl, морская вода) | Низкая / Средняя | Отличная | Отличная | Отличная |
| Предел прочности (МПа) | 480-500 | 240 | 345 | 895 |
| Обрабатываемость | Хорошая | Отличная | Хорошая | Сложная |
| Срок службы в агрессивной среде | 2-5 лет | 15+ лет | 15+ лет | 15+ лет |
| Вес конструкции (при равной прочности) | 100% | 60% (требуется большая толщина) | 45% | 35% |
Как видно из таблицы, хотя начальная цена за килограмм титана Grade 2 выше, чем у нержавеющей стали, итоговая стоимость владения (TCO) значительно ниже. Возможность уменьшить толщину стенок благодаря высокому отношению прочности к весу компенсирует разницу в цене сырья. Например, при замене теплообменника из стали 316L на аналог из Ti Gr.2, мы смогли сократить толщину труб с 2.0 мм до 1.2 мм, сохранив давление и запас прочности. Это дало экономию металла почти в 30% по массе готового изделия.
По сравнению с Grade 1, выбор Grade 2 обусловлен именно прочностью. Grade 1 слишком мягок для конструкций, работающих под давлением выше 10 бар или подверженных вибрациям. В одном из проектов использование Grade 1 привело к тому, что фланцевые соединения начинали «течь» после нескольких циклов термоудара из-за ползучести материала. Замена на Grade 2 решила проблему навсегда.
Grade 5 (Ti-6Al-4V) прочнее, но его свариваемость и коррозионная стойкость в некоторых специфических средах (например, горячие концентрированные кислоты) могут уступать коммерчески чистым маркам. Кроме того, обработка Grade 5 требует значительно больших усилий и износа инструмента. Для большинства задач химической промышленности и энергетики Grade 2 является оптимальным балансом.
Наша компания, ООО Баоджи Аолиситэ Импорт энд Экспорт, поставляет продукцию, соответствующую стандартам ASTM B521 и B365, что гарантирует стабильность свойств от партии к партии. Мы работаем с различными марками, включая Ta1, Ta2 и титановые сплавы, обеспечивая клиентов материалами с чистотой ≥99,95%. Наличие сертификатов качества на каждую плавку — это не формальность, а необходимость для прохождения входного контроля на серьезных заводах.
Теория важна, но только практика показывает истинную ценность материала. Приведем два конкретных примера из нашей производственной деятельности, где внедрение титанового сплава Grade 2 дало измеримый результат.
Проблема: Заказчик использовал реакторы из эмалированной стали для синтеза уксусной кислоты при температуре 120°C. Срок службы эмалевого покрытия составлял всего 8-10 месяцев из-за сколов при температурных расширениях и гидроударов. Каждый простой на замену реактора стоил предприятию около $15,000 убытков.
Решение: Мы предложили изготовить реактор целиком из листа ASTM Grade 2 толщиной 8 мм. Титан абсолютно инертен к уксусной кислоте любой концентрации при данных температурах.
Результат: Реактор эксплуатируется уже более 4 лет без единого признака коррозии. Несмотря на то, что стоимость изготовления титанового реактора была в 3.5 раза выше стального, он окупился за 14 месяцев за счет отсутствия простоев и затрат на ремонт. additionally, вес реактора снизился на 40%, что упростило монтаж и нагрузку на фундамент.
Проблема: Трубопроводы подачи морской воды на опреснительном заводе быстро корродировали. Медно-никелевые сплавы служили около 3 лет, после чего требовали замены участков из-за питтинговой коррозии и эрозии.
Решение: Внедрение труб из Ti Gr.2. Титан образует на поверхности прочную оксидную пленку, которая мгновенно восстанавливается при повреждении в присутствии кислорода или воды.
Результат: Расчетный срок службы трубопровода увеличился до 20-25 лет. Скорость потока воды была увеличена на 30% без риска эрозионного износа, что повысило общую производительность установки. Клиент отметил, что затраты на обслуживание системы упали практически до нуля.
Эти примеры показывают, что применение титана оправдано там, где цена простоя или ремонта превышает первоначальную экономию на материале. В высокотехнологичных отраслях, где надежность критична, компромиссы недопустимы.
Нет, напрямую сваривать титан Grade 2 с углеродистой или нержавеющей сталью нельзя. При нагреве они образуют хрупкие интерметаллиды, которые разрушают соединение сразу после остывания. Для соединения таких разнородных металлов используются биметаллические переходники (explosion bonded clad plates) или фланцевые соединения с подходящими прокладками. Попытка прямой сварки приведет к гарантированному браку.
Для длительной эксплуатации в воздушной среде максимальная рекомендуемая температура составляет около 300-350°C. Выше этой температуры начинается активное поглощение кислорода и азота, что приводит к охрупчиванию. В вакууме или инертной среде этот порог выше, но для большинства химических процессов limit в 300°C является безопасным рабочим диапазоном. Если нужны более высокие температуры, следует рассмотреть жаропрочные сплавы.
На рынке много предложений, но далеко не все соответствуют заявленным стандартам. Многие продавцы предлагают «аналоги», которые лишь визуально похожи. Реальный сертификат ASTM должен содержать номер плавки (Heat Number), результаты химического анализа и механических испытаний, привязанные к конкретной партии. Наша компания, ООО Баоджи Аолиситэ Импорт энд Экспорт, предоставляет полные пакеты документов на всю продукцию, включая тантал, молибден и титан, гарантируя соответствие ASTM B265/B365. Отсутствие возможности проследить плавку — красный флаг для закупщика.
Да, влияет существенно. Титановые листы имеют анизотропию механических свойств. Прочность вдоль направления проката обычно немного выше, а пластичность — ниже, чем поперек. При проектировании деталей, работающих под высоким давлением или подвергаемых сложной штамповке, обязательно учитывайте направление волокон. Неправильная раскройковка может привести к трещинам при гибке или неравномерной деформации.
Внедрение титанового сплава ASTM Grade 2 на производственной линии — это инвестиция в надежность и долгосрочную эффективность. Да, материал требует уважения к технологии его обработки, специфических настроек оборудования и квалифицированного персонала. Но те преимущества, которые он дает в виде коррозионной стойкости, легкости и долговечности, делают его незаменимым для современных промышленных задач.
Мы прошли путь от первых неудачных попыток резки до отлаженного цикла производства сложных узлов из титана. Главный урок, который мы усвоили: не экономьте на качестве исходного сырья и не игнорируйте требования к защите зоны сварки. Эти две вещи определяют 90% успеха.
Если вы планируете модернизацию оборудования или запуск нового продукта с использованием редких металлов, важно иметь надежного партнера, который понимает специфику материала не только на словах. ООО Баоджи Аолиситэ Импорт энд Экспорт готово обеспечить вас качественным титаном, никелем, цирконием и другими цветными металлами с полным пакетом сопроводительной документации. Мы предлагаем индивидуальные размеры и марки, включая Ta1, Ta2.5W и другие, адаптированные под ваши задачи.
Не рискуйте качеством своего конечного продукта из-за сомнительного сырья. Проверенные материалы — основа безаварийной работы вашего предприятия.
Купить титановый сплав Grade 2 с сертификатом ASTM или получить консультацию по подбору материала для вашего проекта можно, связавшись с нашими специалистами прямо сейчас. Мы поможем рассчитать оптимальную спецификацию и сроки поставки.
Свяжитесь с нами сегодня, чтобы обсудить детали вашего заказа и получить актуальное коммерческое предложение.