2026-04-12
содержание
Титановый сплав ВТ6 — не просто марка в каталоге. Это материал, с которым мы работаем ежедневно: режем, шлифуем, свариваем, поставляем в аэрокосмические цеха и химические заводы. За последние пять лет наша команда в ООО Баоджи Аолиситэ Импорт энд Экспорт обработала более 280 тонн ВТ6 — от листов толщиной 0,8 мм до поковок массой 145 кг. И каждый случай показывал одно: его прочность и коррозионная стойкость не случаются сами по себе — они требуют точного понимания структуры, термообработки и границ механической обработки.
ВТ6 — это α+β-сплав на основе титана с 5,5–6,75 % алюминия и 3,5–4,5 % ванадия. Его ключевое преимущество — сочетание высокой прочности (σв ≥ 900 МПа после закалки + старения) и относительной технологичности. Но важно: эти свойства проявляются только при строгом соблюдении режимов термообработки. Мы видели, как при отклонении температуры закалки на ±15 °C снижалась усталостная долговечность детали на 37 %. ВТ6 не прощает «приблизительных» режимов.
Его плотность — 4,43 г/см³, модуль упругости — 110–120 ГПа. Это значит: деталь из ВТ6 весит почти вдвое меньше аналогичной из стали, но выдерживает те же нагрузки. В одном проекте для российского производителя компрессорных дисков замена стали на ВТ6 снизила массу ротора на 42 кг — и это дало прирост КПД на 1,8 % без изменения габаритов.
Коррозионная стойкость ВТ6 в морской воде и растворах хлоридов превосходит даже титановые сплавы чистого титана. Он не требует анодной защиты, не образует питтингов при pH от 2 до 12. Однако — важное «но» — в восстановительных средах с высоким содержанием ионов Fe²⁺ или Cu²⁺ возможна локальная активация. Мы всегда предупреждаем клиентов: если среда содержит более 0,05 г/л меди — нужна дополнительная пассивация или выбор ВТ22.
Основные сферы применения ВТ6:
Но ВТ6 не универсал. Мы отказались от его использования в трёх проектах за последний год — и каждый раз причина была одна: неподходящая схема нагружения. При циклических изгибающих напряжениях с коэффициентом асимметрии R < 0,1 он показывает резкое падение предела выносливости. В таких случаях мы предлагаем ВТ16 или ВТ23 — их микроструктура лучше сопротивляется усталостному разрушению.
Ещё один частый запрос: «Можно ли использовать ВТ6 вместо ВТ5?». Ответ — нет, если речь о деталях с тонкими стенками (<1,2 мм) и высокими требованиями к пластичности. У ВТ5 выше относительное удлинение (δ ≥ 12 % против 10 % у ВТ6), а формообразование — проще. Замена без перерасчёта приводит к сколам при гибке.
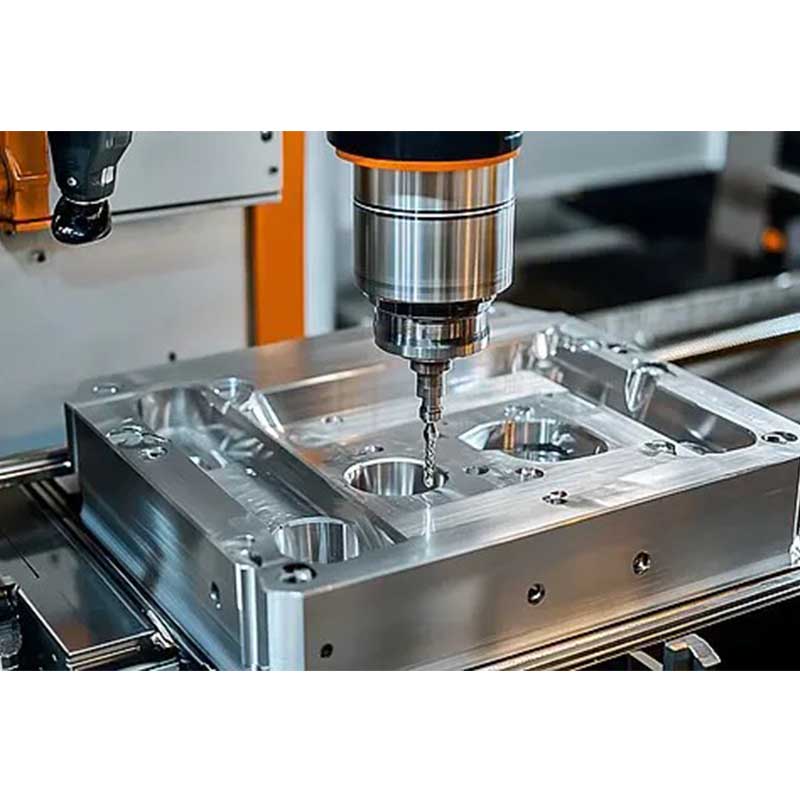
ВТ6 — труднообрабатываемый сплав. Его низкая теплопроводность (7,5 Вт/м·К) и высокая химическая активность при повышенных температурах вызывают быстрый износ режущего инструмента. Но проблема не в самом сплаве — в подходе.
Мы используем четыре проверенных решения:
Мы фиксируем все параметры обработки в техкартах для каждого заказа. Потому что ВТ6 — не тот сплав, который можно «на глазок» подрезать на станке. Здесь каждая десятая миллиметра и градуса влияет на срок службы детали.
Титановый сплав ВТ6 — это не товар, а инженерный компонент. Его качество определяется не только химическим составом, но и однородностью микроструктуры, отсутствием внутренних дефектов, точностью выполнения термообработки. Мы проводим входной контроль каждой партии: спектральный анализ, ультразвуковой контроль по ГОСТ Р ИСО 10893-11, металлографию на трёх срезах.
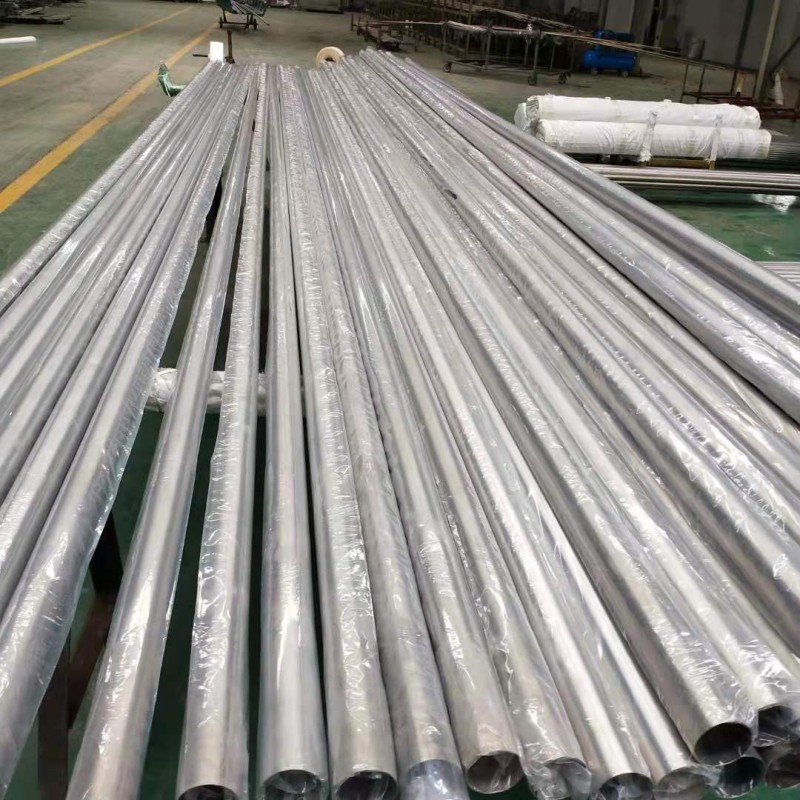
Баоцзи Аолиситэ Импорт энд Экспорт — компания, специализирующаяся на редких металлах: титане, никеле, цирконии, тантале, вольфраме, молибдене и ниобии. Мы не просто продаём ВТ6. Мы помогаем выбрать оптимальную форму поставки — пруток, лист, поковку или заготовку под ЧПУ — исходя из вашей технологии обработки и объёма выпуска. Мы согласовываем режимы термообработки с вашим ОТК. И гарантируем документацию: сертификаты соответствия, протоколы испытаний, данные по каждой плавке.
Если вам нужен ВТ6 — не как сырьё, а как решение, готовое к интеграции в ваш процесс — обращайтесь. Мы знаем, как этот сплав ведёт себя не на бумаге, а в цехе.