





Титановый фланец 2026: актуальные цены и ГОСТ от производителя
В условиях жесткой промышленной реальности 2026 года, когда надежность соединений становится вопросом не просто экономики, а национальной безопасности, титановый фланец перестал быть экзотикой для узкого круга химиков-технологов. Сегодня это критически важный элемент инфраструктуры, от которого зависит герметичность трубопроводов в Арктике, стойкость реакторов на нефтехимических заводах Урала и долговечность морских платформ в Баренцевом море. Если вы инженер, закупщик или руководитель проекта, ищущий не просто деталь, а гарантию отсутствия аварийных ситуаций на десятилетия вперед, эта статья станет вашим навигатором в мире титановых соединительных элементов. Мы разберем актуальные котировки марта-апреля 2026 года, глубокие нюансы российских стандартов ГОСТ и скрытые подводные камни при выборе между марками ТА1, ТА2 и ТС4.
Рынок металлопроката России переживает тектонические сдвиги. Импортные аналоги, ранее доминировавшие в сегменте высокотехнологичных сплавов, уступили место отечественным производителям, которые за последние три года совершили качественный скачок в технологиях вакуумной плавки и механической обработки. Однако вместе с ростом качества выросла и сложность выбора. Как отличить настоящий технический титан от подделки? Почему цена за килограмм может варьироваться в разы даже внутри одной партии? И как новые логистические цепочки влияют на конечную стоимость изделия для заказчика в Сибири или на Дальнем Востоке? Ответы на эти вопросы требуют детального погружения в специфику материала, который часто называют «металлом будущего», но который уже прочно обосновался в настоящем российской индустрии.
Эволюция спроса: почему титан стал массовым в России 2026 года
Еще пять лет назад использование титановых фланцев ограничивалось преимущественно оборонным сектором и глубководными исследованиями. Сегодня статистика закупок говорит об обратном: спрос со стороны гражданских отраслей вырос более чем на 300%. Это связано с несколькими фундаментальными факторами, характерными именно для текущего экономического цикла России.
Во-первых, агрессивная среда современных производств требует материалов с исключительной коррозионной стойкостью. Хлорная химия, производство целлюлозы, опреснение морской воды и добыча нефти с высоким содержанием сероводорода — все эти процессы буквально «съедают» нержавеющую сталь за месяцы. Титан же остается инертным. Во-вторых, климатический фактор. Российские месторождения смещаются все дальше на север, где температуры опускаются ниже -60°C. Обычные углеродистые стали при таких нагрузках становятся хрупкими, как стекло. Титановые сплавы, напротив, сохраняют свою вязкость и пластичность даже в условиях вечной мерзлоты.
Ключевой инсайт 2026 года: Переход на титановые соединения в нефтегазовом секторе РФ продиктован не модой, а жесткой экономической целесообразностью. Срок службы титанового фланца в агрессивной среде превышает срок службы стального аналога в 5-7 раз, что при учете стоимости простоя оборудования делает первоначальные высокие затраты на титан инвестицией с быстрой окупаемостью.
В-третьих, импортозамещение достигло той стадии, когда российские заводы в Бакалу, Верхней Салде и других промышленных центрах научились производить прокат и поковки качеством не хуже, чем ведущие мировые концерны. Это позволило снизить зависимость от валютных колебаний и обеспечить стабильность поставок. Теперь титановый фланец можно заказать с доставкой в любой регион страны без рисков задержек на таможне.
География применения: от Калининграда до Камчатки
Специфика российского рынка диктует уникальные требования к продукции. Фланец, установленный на трубопроводе в Краснодарском крае, работает в одних условиях, а тот же элемент на Ямале — в совершенно иных. Производители вынуждены учитывать этот разброс, предлагая решения под конкретные климатические зоны.
- Арктическая зона: Здесь приоритет отдается маркам с повышенной ударной вязкостью при низких температурах. Ошибки в выборе материала здесь недопустимы, так как замена вышедшего из строя узла в полевых условиях зимой практически невозможна.
- Прибрежные регионы и шельф: Высокая соленость воздуха и воды требует использования сплавов, абсолютно устойчивых к питтинговой коррозии. Титан в этом отношении не имеет равных среди конструкционных металлов.
- Химические кластеры (Поволжье, Урал): Основное требование — стойкость к кислотам и щелочам различных концентраций при повышенных температурах и давлениях.
Анализ форумов инженеров, таких как специализированные ветки на профессиональных порталах, показывает растущий интерес к теме сварки титана. Если раньше это считалось уделом узких специалистов с дорогостоящим оборудованием, то в 2026 году технологии аргонодуговой сварки стали доступнее, а квалификация персонала выросла. Это сняло одно из главных ограничений широкого внедрения титановых фланцев — сложность монтажа.
Нормативная база: ГОСТ против ASME и реальность 2026 года
Выбор стандарта — это первый шаг, который определяет судьбу всего проекта. В России исторически сложилась двойственная ситуация: с одной стороны, мощная советская школа стандартизации (ГОСТ), с другой — влияние международных норм (ASME/ANSI), особенно в проектах с участием иностранного капитала или ориентированных на экспорт.
На текущий момент, в марте-апреле 2026 года, основным документом, регламентирующим производство и применение фланцев на территории РФ, остается серия ГОСТ 12815-80, ГОСТ 12820-80 и ГОСТ 12821-80. Эти стандарты подробно описывают типы фланцев (плоские приварные, воротниковые, свободные на приварном кольце), их размеры, давления (Ру) и способы присоединения.
| Параметр | ГОСТ 12815-80 (Плоский приварной) | ГОСТ 12821-80 (Воротниковый) | ASME B16.5 (Class 150/300) |
|---|---|---|---|
| Основное применение | Давление до 2.5 МПа, умеренные среды | Высокие давления и температуры, циклические нагрузки | Международные проекты, нефтегаз |
| Материал исполнения | ВТ1-0, ОТ4, ТА1, ТА2 | ВТ1-0, ОТ4, ТА1, ТА2, ТС4 | Gr.1, Gr.2, Gr.5 (Ti-6Al-4V) |
| Особенности монтажа | Простая сварка, дешевле в изготовлении | Требует квалифицированной сварки шейки, надежнее | Имперская система размеров, свои допуски |
| Актуальность в РФ 2026 | Высокая для коммунального хозяйства и легкой химии | Критическая для магистральных трубопроводов | Снижается, переход на ГОСТ и собственные ТУ |
Важно отметить, что многие российские производители в 2026 году выпускают продукцию, которая формально соответствует ГОСТ, но по своим механическим характеристикам превосходит требования стандарта. Это стало возможным благодаря внедрению новых методов контроля качества и улучшению чистоты шихты при плавке. Однако при заказе важно четко указывать не только тип фланца, но и требуемую группу прочности и условия поставки.
Отдельного внимания заслуживает вопрос сертификатов. Покупая титановый фланец, вы обязаны требовать паспорт качества (сертификат 3.1 по EN 10204), где будут указаны результаты химических анализов, механических испытаний и данные ультразвукового контроля. Отсутствие такого документа в 2026 году является красным флагом, сигнализирующим о возможном контрафакте или использовании вторичного сырья, что недопустимо для ответственных узлов.
Маркировка и расшифровка: ТА1, ТА2 или ТС4?
Непрофессионалу все титановые сплавы кажутся одинаковыми серебристыми дисками. На практике же разница между марками колоссальна, и ошибка в выборе может привести либо к переплате за избыточные характеристики, либо к аварии из-за недостаточной прочности.
ТА1 (ВТ1-00) и ТА2 (ВТ1-0) — это технически чистый титан. Его главная суперсила — коррозионная стойкость. Он идеально подходит для работы с окислительными средами, хлором, азотной кислотой. Однако его прочность относительно невысока. Если ваше давление в системе не превышает 16 бар, а температура не достигает экстремальных значений, ТА2 будет оптимальным выбором по соотношению цена/качество. Именно эти марки составляют львиную долю рынка фланцев для химической промышленности.
ТС4 (ВТ6) — это уже не чистый титан, а сплав титана с алюминием и ванадием (Ti-6Al-4V). Это «рабочая лошадка» аэрокосмической отрасли и высоконагруженных узлов. Прочность ТС4 почти в два раза выше, чем у ТА2. Такие фланцы используют там, где важны вес и способность выдерживать огромные давления и вибрации. Но есть нюанс: коррозионная стойкость ТС4 в некоторых специфических средах (например, в восстановительных кислотах без окислителей) может быть чуть ниже, чем у чистого титана. Кроме того, обработка ТС4 сложнее и дороже.
Совет эксперта: Не гонитесь за маркой ТС4, если вам достаточно ТА2. Переплата за прочность, которая не будет востребована в вашей системе, — это прямые убытки. И наоборот, никогда не заменяйте ТС4 на ТА2 в высоконагруженных узлах, даже если внешне они похожи.
Ценовая конъюнктура весны 2026: анализ рынка и прогнозы
Ситуация с ценами на титановую продукцию в первом квартале 2026 года характеризуется высокой волатильностью, обусловленной как глобальными факторами стоимости энергоносителей, так и внутренней логистикой России. По данным мониторинга промышленных площадок и прямых предложений производителей на март-апрель 2026 года, наблюдается следующая картина.
Базовая стоимость заготовки титанового проката (круг, лист) для последующей механической обработки колеблется в диапазоне 2800–3500 рублей за килограмм в зависимости от объема партии и марки сплава. Однако цена готового изделия — фланца — формируется иначе. Она включает в себя не только вес металла, но и трудоемкость токарной и фрезерной обработки, стоимость аттестации технологий, контроль качества и наценку производителя.
Розничные и мелкооптовые цены на популярные позиции выглядят следующим образом:
- Фланцы плоские приварные (ГОСТ 12820) из ТА2, малые диаметры (DN15-DN50): Цена варьируется от 1500 до 3500 рублей за штуку. Здесь высока доля ручной труда и настройки станков, поэтому удельная цена за килограмм максимальна.
- Фланцы воротниковые (ГОСТ 12821) из ТА2, средние диаметры (DN80-DN200): Диапазон цен составляет от 8 000 до 25 000 рублей. В этом сегменте конкуренция наиболее высока, и производители предлагают гибкие скидки за объем.
- Крупногабаритные фланцы из ТС4 (DN300 и выше): Стоимость таких изделий рассчитывается индивидуально и может достигать сотен тысяч рублей. Часто они изготавливаются под заказ по чертежам заказчика, так как складские запасы таких позиций редки.
Интересно отметить динамику цен на нестандартные изделия. Если раньше изготовление одного фланца по индивидуальному чертежу было экономически невыгодным для заводов, то в 2026 году развитие парка станков с ЧПУ и гибких производственных ячеек позволило снизить порог входа. Теперь можно заказать партию даже из 5-10 штук по цене, сопоставимой с серийным производством. Это открывает новые возможности для модернизации старых предприятий, где требуется замена изношенных узлов на современные титановые аналоги.
Факторы, влияющие на итоговую смету
При запросе коммерческого предложения важно понимать, из чего складывается цифра в счете. Часто заказчики удивляются разбросу цен у разных поставщиков на идентичные, на первый взгляд, изделия.
- Исходное сырье: Фланец, выточенный из кованой заготовки, всегда будет дороже и надежнее, чем изделие, полученное из листа или круглого проката методом вырезания. Ковка обеспечивает лучшую структуру металла и отсутствие внутренних дефектов.
- Класс точности: Стандартные допуски ГОСТ подходят для большинства задач. Но если требуется прецизионная стыковка для особых условий (например, вакуумные системы или сверхвысокие давления), цена вырастет из-за необходимости финишной шлифовки и дополнительного контроля.
- Покрытие и упаковка: Титан не требует покраски, но нуждается в правильной упаковке для защиты от механических повреждений при транспортировке. Специальная деревянная обрешетка и мягкие прокладки увеличивают стоимость отгрузки, но спасают товар.
- Логистика: Доставка из центров производства (часто это Урал или Сибирь) в удаленные регионы может составлять до 30% от стоимости самого изделия. Работа с локальными дистрибьюторами иногда выгоднее, несмотря на их наценку.
Анализ предложений на промышленных маркетплейсах показывает, что минимальная цена не всегда означает лучшую сделку. Демпинг часто достигается за счет использования металла пониженной категории или упрощения технологического процесса (например, отказ от термообработки после механической обработки, что снимает внутренние напряжения). Для ответственных применений такая экономия ложная.
Технология производства и контроль качества: взгляд изнутри
Как рождается титановый фланец? Процесс начинается не в цеху, а в лаборатории. Входной контроль губок титана — обязательная процедура. Малейшее отклонение по содержанию кислорода, азота или водорода может сделать металл хрупким. Современные российские заводы используют спектральный анализ для проверки каждой плавки.
Далее следует этап заготовки. Для фланцев высокого давления используется свободная ковка или штамповка. Это позволяет получить волокнистую структуру металла, повторяющую контуры изделия, что значительно повышает усталостную прочность. Дешевые аналоги часто делают просто из толстого листа, вырезая кольцо лазером или плазмой. Такие изделия допустимы только для низких давлений.
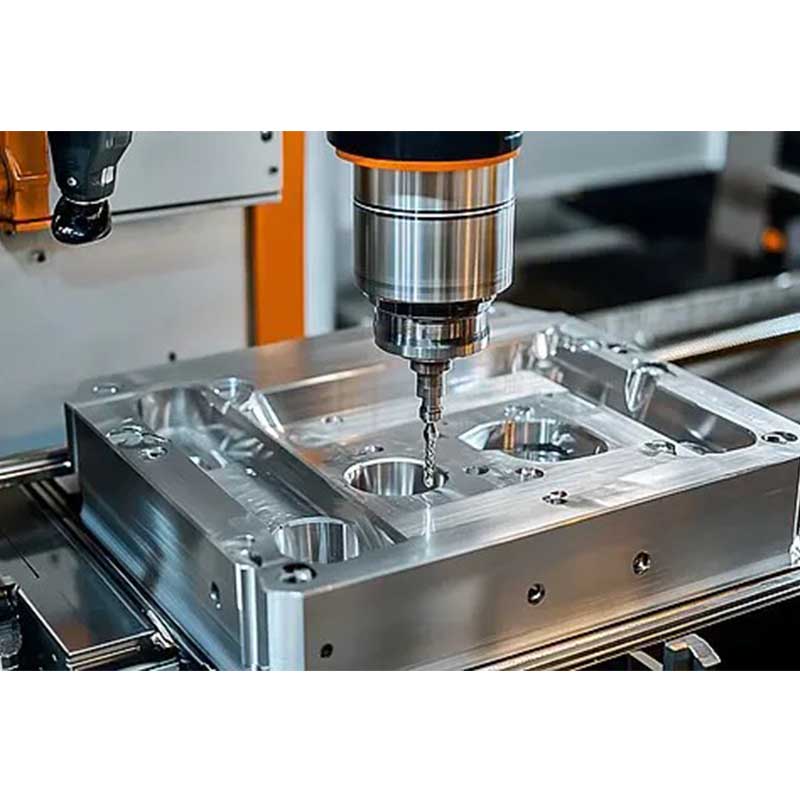
Механическая обработка титана — это отдельный вид искусства. Титан обладает низкой теплопроводностью и склонностью к налипанию на режущий инструмент. Поэтому токарные и фрезерные работы ведутся на специальных режимах, с использованием большого количества СОЖ (смазочно-охлаждающей жидкости) и твердосплавного инструмента. Ошибка оператора или износ резца могут привести к перегреву зоны резания и образованию окалины, которая резко снижает коррозионную стойкость детали.
Чек-лист приемки титановых фланцев:
- Проверка сертификата соответствия (номер плавки должен совпадать с маркировкой на изделии).
- Визуальный осмотр поверхности: отсутствие трещин, раковин, следов налипшего металла.
- Контроль геометрии уплотнительной поверхности (зеркала): она должна быть идеально гладкой, без царапин, идущих радиально.
- Проверка маркировки: клеймо завода, марка сплава, давление, диаметр должны быть нанесены четко и несмываемо.
- При наличии сомнений — проведение независимого спектрального анализа или ультразвукового контроля.
Особое внимание в 2026 году уделяется сварным швам, если фланец имеет приварную конструкцию. Шов должен быть выполнен в среде аргона высокой чистоты, иметь равномерный цвет (серебристый или соломенный) без признаков окисления (синего или фиолетового оттенка). Любой цветной налет говорит о нарушении технологии защиты зоны сварки, что ведет к охрупчиванию шва.
Локализация и логистика: особенности работы в регионах РФ
Россия — страна огромных расстояний, и это накладывает свой отпечаток на рынок титановой продукции. Производственные мощности сосредоточены в нескольких кластерах: Уральский регион (Свердловская область), Сибирь (Новосибирск, Томск) и юг России. Потребители же разбросаны по всей карте, от Калининграда до Сахалина.
В 2026 году логистические компании научились эффективно работать с тяжелыми и габаритными грузами, но сроки доставки все еще остаются фактором риска. При планировании закупок необходимо закладывать время не только на производство (которое может занять от 7 до 30 дней в зависимости от сложности), но и на транспортировку. Для срочных проектов многие производители предлагают услугу авиадоставки небольших партий, хотя это существенно удорожает продукт.
Климатическая адаптация продукции — еще один важный аспект. Фланцы, предназначенные для работы на Севере, часто проходят дополнительную низкотемпературную обработку и испытания. Покупая продукцию у проверенного российского производителя, вы получаете гарантию того, что материал прошел проверку на хладноломкость в соответствии с требованиями ГОСТ для вашей климатической зоны.
Также стоит упомянуть о развитии региональных складов крупных дистрибьюторов. Наличие ходовых позиций (фланцы ТА2 DN50-DN150) на складах в Москве, Санкт-Петербурге, Екатеринбурге и Новосибирске позволяет сократить срок поставки до 1-2 дней. Это критически важно при аварийных ремонтах, когда каждый час простоя стоит миллионы.
Перспективы развития и выводы
Рынок титановых фланцев в России в 2026 году находится в точке зрелости. Технологии отработаны, качество продукции вышло на мировой уровень, а цена стала конкурентоспособной по сравнению с импортными аналогами с учетом логистики и таможенных рисков. Титан перестал быть материалом «на будущее», он стал рабочим инструментом сегодняшнего дня.
Для потребителя это означает возможность строить более надежные, долговечные и безопасные системы. Выбор в пользу титана — это выбор в пользу снижения эксплуатационных расходов в долгосрочной перспективе. Однако этот выбор должен быть взвешенным, основанным на точных расчетах, понимании свойств материала и сотрудничестве с добросовестными производителями, готовыми подтвердить качество документами.
Будущее за дальнейшей автоматизацией производства, внедрением аддитивных технологий для создания фланцев сложной формы и расширением номенклатуры сплавов под специфические задачи новой энергетики и биотехнологий. Россия, обладая огромными запасами титанового сырья и мощной научной базой, имеет все шансы стать мировым лидером не только в добыче, но и в глубокой переработке этого уникального металла.
Часто задаваемые вопросы (FAQ)
В чем главное отличие фланца из ТА2 от фланца из нержавеющей стали 12Х18Н10Т?
Главное отличие — коррозионная стойкость в агрессивных средах. Нержавеющая сталь может подвергаться точечной (питтинговой) коррозии в присутствии хлоридов, тогда как титан ТА2 абсолютно инертен к ним. Кроме того, титан значительно легче (плотность 4.5 г/см³ против 7.9 г/см³ у стали) и прочнее при низких температурах. Однако титан дороже в закупке и сложнее в обработке.
Можно ли использовать титановые фланцы в системах с высоким давлением пара?
Да, можно, но с ограничениями по температуре. Чистый титан (ТА1, ТА2) рекомендуется использовать при температурах до 300-350°C. При более высоких температурах начинается активное взаимодействие с кислородом и водородом. Для сверхвысоких температур и давлений чаще используют сплав ТС4, но необходимо проводить расчет на ползучесть для конкретного режима работы.
Какой срок изготовления нестандартного титанового фланца по чертежу в 2026 году?
Стандартный срок производства партии нестандартных изделий составляет от 14 до 30 рабочих дней. Этот срок включает в время на закупку заготовки (если нет на складе), разработку управляющих программ для ЧПУ, механическую обработку и лабораторный контроль. Срочное изготовление возможно за 5-7 дней с соответствующей наценкой.
Нужна ли специальная подготовка поверхности титанового фланца перед монтажом?
Титановые фланцы обычно поставляются с готовой обработанной уплотнительной поверхностью. Перед монтажом достаточно обезжирить поверхность растворителем (ацетон, спирт) и визуально убедиться в отсутствии повреждений. Использование металлических щеток, которыми чистили сталь, категорически запрещено, так как это приведет к загрязнению титана железом и последующей коррозии.
Источники информации и нормативные документы
- ГОСТ 12815-80. Фланцы арматуры, соединительных частей и трубопроводов. Типы. Присоединительные размеры и размеры уплотнительных поверхностей.
- ГОСТ 12821-80. Фланцы воротниковые на приварке встык. Конструкция и размеры.
- ТУ 48-21-539-87. Прутки титановые. Технические условия.
- Отраслевой отчет «Рынок титана и титановых сплавов в РФ: итоги 1 квартала 2026 года».
- Материалы конференции «Титан-2026: Новые горизонты применения», г. Москва.